| (全国服务热线) 0415-7822271 |
| (全国服务热线) 0415-7822271 |

联系人:汤广平
手机:18242448767
电话:0415-7822271
0415-7822275
E-mail:78222733@163.com
邮编:118306
传真:0415-7822276
网址:www.dgszgc.com
地址:辽宁省东港市椅圈镇兴五路40号
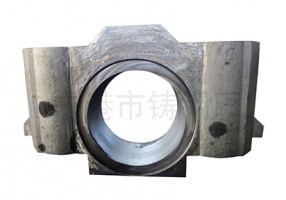
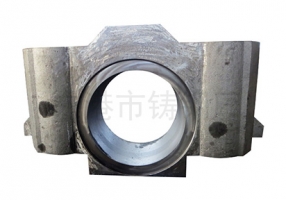
辽宁铸钢制模对铸件线收缩率的影响:射蜡温度、射蜡压力、保压时间对熔模尺寸的影响以射蜡温度明显,其次为射蜡压力,保压时间在保证熔模成型后对熔模终尺寸的影响很小。 一般情况下,铸造件尺寸精度是受铸件结构、铸件材质、制模、制壳、焙烧、浇注等多方因素影响的,其中任何一个环节设置、操作不合理都会使铸件的收缩率产生变化,导致铸件尺寸精度与要求有偏差。 铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型铸钢、金属型铸钢、陶瓷型铸钢、泥型铸钢、石墨型铸钢等,按使用次数可分为一次性型、半久型和久型,铸型准备的优劣是影响丹东铸钢件质量的主要因素;蜡模径向收缩率仅为长度方向收缩率的30-40%,射蜡温度对自由收缩率的影响远远大于对受阻收缩率的影响。
铸造金属的熔化与浇注,铸造金属主要有各类铸铁、铸钢和铸造有色金属及合金;砂型铸钢其中较为常用的是熔模铸造,也称失蜡铸造:选用适宜的熔模材料制(如石蜡)造熔模;在熔模上重复沾耐火涂料与撒耐火砂工序,硬化型壳及干燥;再将内部的熔模溶化掉,获得型腔;焙烧型壳以获得足够的强度,及烧掉残余的熔模材料;浇注所需要的金属材料;凝固冷却,脱壳后清砂,从而获得高精度的成品。根据产品需要或进行热处理与冷加工和表面处理。蜡(模)料的线收缩率约为0.9-1.1%。 c.熔模存放时,将进一步产生收缩,其收缩值约为总收缩量的10%,但当存放12小时后,熔模尺寸基本稳定。