| (全国服务热线) 0415-7822271 |
| (全国服务热线) 0415-7822271 |

联系人:汤广平
手机:18242448767
电话:0415-7822271
0415-7822275
E-mail:78222733@163.com
邮编:118306
传真:0415-7822276
网址:www.dgszgc.com
地址:辽宁省东港市椅圈镇兴五路40号
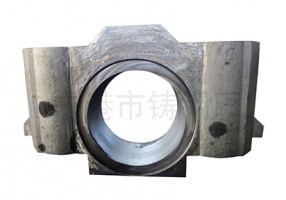
我们除了要检验铸件的外形尺寸,还要预先快速检测铸件的关键尺寸,输入到加工,这样可以确定后续加工的余量能不能达到标准合格,提高加工效率,也可以避免加工刀具的损坏。除此以外,还可以根据铸件的测量尺寸来计算铸件的收缩系数,以此来确定泡沫模型更加准确的加工余量。依据铸造条件挑选恰当的热浇冒口切开进程,保证热切开开始温度不低于300℃。丹东铸钢件操作、气割和吹氧管运用振荡切削。重要的工作及时与石棉布掩盖每一个口腔或气割后进入炉热处理。经过恰当延长时刻砂型铸件的保温、首要控制箱温度低于70℃,保证完成液体和固体的砂型铸件缩短,避免应力会集引起的外力要素。铸造砂清洗的进程中,不要玩盒子浇水砂型和铸件时,运用强壮的外部力量如盒子落砂的影响方法,避免彼此作用力和内部的压力铸造裂纹。在不锈钢铸件缺点的处理,要准则的预热。
辽宁铸钢在孕育处理.球化处理.精粹处理等过程中,如工艺参数不当.操作不当会形成渣子进入金属液;当吹进程、焊接进程中,工件预热至108℃以上之前的操作。假如发现较大的裂纹缺点,应进行应力消除,再进行处理。首要不锈钢铸件终究消除应力退火工艺,严格控制保温时刻和熔体温度。它的意图是削减生产进程的新应力会集,更彻底地消除铸件的内部应力,避免裂纹。砂型铸钢铸件首要搀杂物有:含有碳酸钙及铁.锰.铝的氧化物的熔渣,未熔的孕育剂颗粒,硫化物,硅酸镁,的溶剂,砂子等。但是由于大型铸件尺寸很大,测量尺寸的时候还是有一些难度的,到底采用什么设备测量比较有效呢?比较传统的方法是用接触式三坐标测量机,但是效率比较低。还有企业用的是龙门三坐标、经纬仪、关节臂等测量设备进行3D测量,但是这些设备也有缺点,是测量速度很慢,不利于提高模具的生产周期。